

我们的景观护栏行业经验丰富视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:景观护栏行业经验丰富的图文介绍
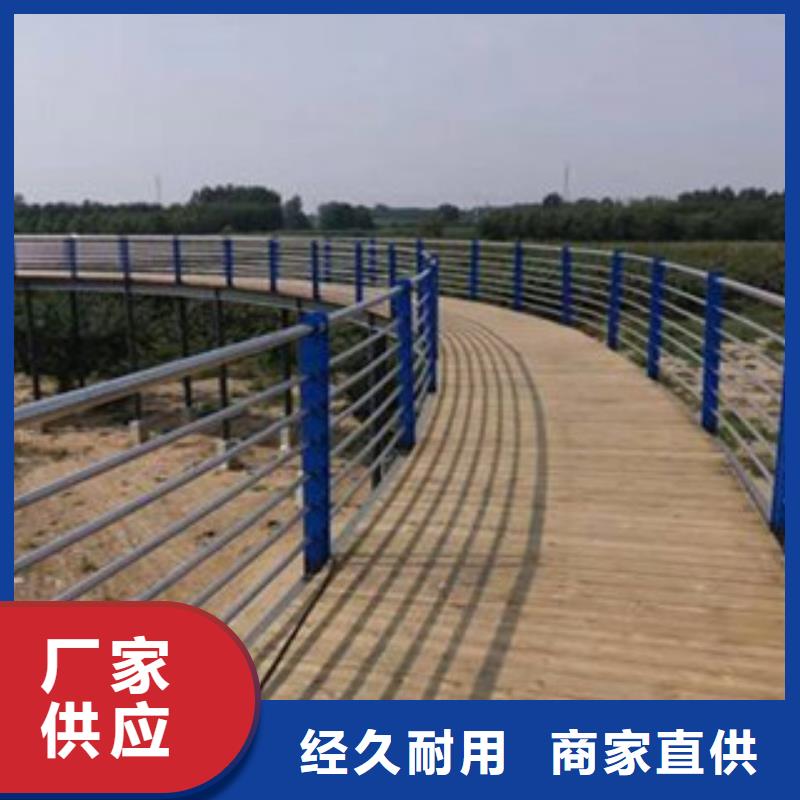
振轩交通工程有限公司(广河分公司)常年现货销售 防撞护栏等。公司以优质产品的质量销售给广大的客户,满足客户的生产需要自成立以来始终坚持以 市场为导向、以客户为中心、以质量为企业命脉、以诚信为治企之本、坚持认真严谨的原则稳步进取,不断发 展壮大,在业界确立了稳固的销售服务体系,以良好的信誉 、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户信赖。



不锈钢栏杆栏的表面做作色彩虽可需要快感和干净感,但其雪白色的光泽又会给人以凛冽感和冷淡感的体现。随着对于不锈钢使用范畴的日益扩展,众人对于其表面颜色的请求也在一直进步。海外黑白不锈钢的消费和使用,近20年来已进入低潮,并一直向初级化和多样化的装饰性、学术性位置发展。黑白不锈钢在装饰性资料上的使用,扩展了不锈钢的使用范畴,为不锈钢需要了新的消息,开辟了新的市面。
不锈钢栏杆的出现和大量的运用,推进了不锈钢轻工业的历程。不锈钢因为存在优质的功能和银光闪闪的表面,备受众人的青睐。不锈钢存在优惠的耐蚀性、耐磨性、强韧性和优良的可加工性,外观的精巧性,以及无害性,不锈钢栏杆广泛地使用于宇航、陆地、军工、动力等范围,以及生活费家电、建造装潢、交通车辆的装饰上。
不锈钢栏杆的出现和大量的运用,推进了不锈钢轻工业的历程。不锈钢因为存在优质的功能和银光闪闪的表面,备受众人的青睐。不锈钢存在优惠的耐蚀性、耐磨性、强韧性和优良的可加工性,外观的精巧性,以及无害性,不锈钢栏杆广泛地使用于宇航、陆地、军工、动力等范围,以及生活费家电、建造装潢、交通车辆的装饰上。



不锈钢复合管连铸连轧生产方法技术,属于冶金领域不同金属无缝复合管生产工艺中一种近终型连铸连轧技术。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
不锈钢复合管 兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管的表面质量: 1、复合管基材应包覆紧密、匀称。 2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。 3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。



不锈钢复合管连铸连轧生产方法技术,属于冶金领域不同金属无缝复合管生产工艺中一种近终型连铸连轧技术。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
1.该发明的重要特点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管。成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
2.采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。



无论是什么样的钢铁制品在进行制造的时候都应该分外小心,不然制造出来的不锈钢复合管护栏就是不合格的产品,是不可以进行售卖的,还有就算卖出去,像这样有缺点的不锈钢复合管护栏,在进行使用的时候也非常容易出现问题,所以当我们在进行铸造的时候就应该非常注意这些问题。在进行铸造的时候“退火”就基本的决定了不锈钢复合管护栏的柔软性的好坏了。假如我们想要辨别一下这个不锈钢复合管护栏在进行铸造的时候是否出现问题的话,我们可以选择将不锈钢复合管护栏进行弯曲,假如出现断裂的话,这样就证明这种不锈钢复合管护栏,在进行铸造的时候应该就是因为在进行退火的时候没有掌握退火的工序。像我们在进行退火的时候,应该按照生产不锈钢复合管护栏的标准规定来进行执行,现在我们在制造不锈钢复合管护栏的时候一般使用的是自动化调温的系统,这样在铸造不锈钢复合管护栏的时候,就避免了人为出现的过错。也非常好的提高了不锈钢复合管护栏再进行铸造的成功几率。